分享最新科技资讯,发布前沿学术动态!关注微信公众号: 木木西里(mumuxilinj)更多精彩内容、新闻资讯、干货资源等你来看!
设备仪器,上木木西里!
产品的精度提高后,需要高精度的测量仪器进行检测,对于测量精度和自动化程度高的仪器,在使用中必须要结合实际情况,进行分析,同时必须对测量结果进行计算和比对。
本文结合实际的工作经验,对运用测量仪器解决实际测量难题和测量结果的分析和判断做了较详细的论述,为今后在使用仪器检测程序、方法和结果的判断提供了参考。
关键词:精密测量、仪器设备、检测
现代精密测量技术是一门集光学、电子、传感器、图像、制造及计算机技术的综合性交叉学科,在现代工业制造和科学研究中,测量仪器具有精密化、集成化、智能化的发展趋势。三坐标、影像测量仪、圆柱度仪和经数字化改造后的万能工具显微镜已得到广泛应用,它们几乎可以对生产中的所有三维、二维复杂零件尺寸,形状和相互位置进行高准确度测量。
每一种测量仪器均有其使用特点,作为精密测量人员不仅应当熟悉每一种测量仪器的正确使用,还应掌握其应用技巧,解决各种测量中遇到的问题,下面是我在测量工作中的一些应用方法。
一、影像测量仪在检测圆弧类产品、量具中的应用
随着我公司新产品更新换代速度的逐步加快,产品的设计加工、精度均有了较大提高,相应的产品的尺寸精度同样提高了许多,在我公司的许多军、民品中的圆弧测量需要使用各种复杂圆弧样板或进行直接测量,对圆弧的外形、尺寸精度等都有了较高要求。
按照常用检测方法可以分为两种,一是使用三坐标测量,众所周知,对于短圆弧大半径的检测是公认的测量难题,使用三坐标不仅需要样板圆弧面要有较高的表面粗糙度(一般Ra≤0.8μm),而且圆弧部分对应圆心角要大于60°,这样才能保证测量结果的准确性,二是使用投影仪对被测圆弧进行比较测量,而由于绘制出的标准线存在误差,被测圆弧公差达到±0.02㎜,在人为比对时,根本无法判断被测圆弧的测量结果,因此急需找出新的测量方法来完成此类量具的检测任务。
经过大量实践摸索,我们采用影像测量仪进行检测。TESA VISIO300影像测量仪是基于工具显微镜和投影仪发展起来的新一代的测量设备,具有更高的操作方便性和更高的效率.基本原理是将零件光学放大后通过CCD相机抓取照片传输到计算机,然后通过专业的软件进行数据分析和处理,辅以测量软件对被测元素进行评价,并可在评价中自动剔除毛刺点,从而得到结果。
其测量范围200×300mm(X/Y).精度可达(2.4+4L/1000)um。完全能够满足量具精度要求。根据圆弧样板外形特点及尺寸要求,我们将圆弧样板的测量分为四类。
1.预置圆心法:利用其他外形尺寸确定圆心,通过采集圆弧上不同位置测量点,测量出该测量点到圆心的距离,即为圆弧半径。
如图1所示,R100圆弧对应圆心角为25°,直接测量时,测量结果分布在R98~R103之间,重复性差,测量结果不确定度达到2㎜,根本无法满足图纸设计尺寸公差要求。
然而此类圆弧样板可以从图纸中找到的圆心位置是与两边交点重合.因此采用预置圆心测量方法,在两边夹角合格的情况下,找出两边交点,将此交点作为圆心,再于园弧部分处找出若干(一般均部取五个)测量点,通过分别求测量点至交点的距离即为圆弧半径,并与标称半径值比较,判断该圆弧半径偏差是否在公差范围内。经过测量,所得半径值偏差为±0.02㎜,测量不确定度为0.01㎜,完全能够满足检测要求。同理两孔位置处的半径值R95也可以此判断。
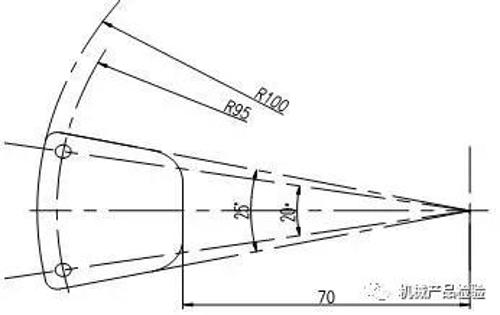 图1
图1
2.转换切点:根据量具图纸设计要求,将所测切点位置转换为相应圆心或垂足点位置。
如图2所示,该类样板大多由圆弧与圆弧,圆弧与直线间相切形成,要求测量切点位置尺寸11±0.02和20.88±0.02。而在测量过程中如果按照通常测量方法就会发现在通过直线与圆弧找切点时,设备根本无法做到,一种是直线与圆弧相离,另一种是直线与圆弧相交为两个交点,形不成切点无法进行检测。
因此针对这一问题,通过合理转换测量点的位置,也就是利用圆心在坐标系中沿直线方向的位置坐标代替切点位置,或者通过软件做一条过圆心且与直线相垂直的直线,并用此两条直线交点作为切点位置进行测量,通过实际检测,这两种方法所得测量结果基本一致,虽然每次被测圆弧半径值不同,但对测量结果影响很小,测量结果偏差在0.01mm之内。这两种方法均提高了数据的一致性,保证了测量结果的准确性。
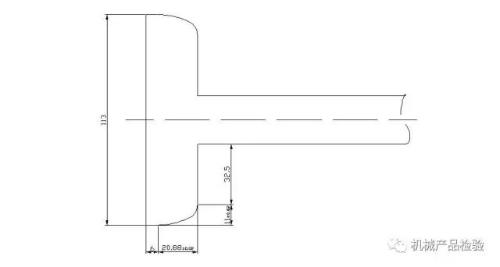 图2
图2
3.标准圆法:即利用电脑软件功能,绘制上下极限标准圆,用被测圆弧与标准圆进行比较。
如图3所示,还有许多被测圆弧很短,公差也很小(达到±0.02㎜),而且无法借助其他条件确定圆心位置,因此采用标准圆法,通过被测圆弧与电脑上生成理论圆弧,根据半径公差给出最大最小圆弧与实际显示出的圆弧部分进行比对,此法虽然不能直接得出被测圆弧半径值,但可以判断出该圆弧半径是否合格。
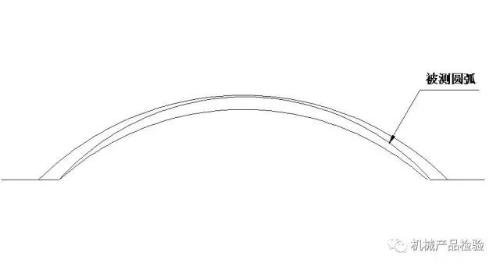 图3
图3
4、平移圆心法:对于在第三种方法中的圆弧,当需要给出测量值和圆心位置时可以用此方法。如图4所示。
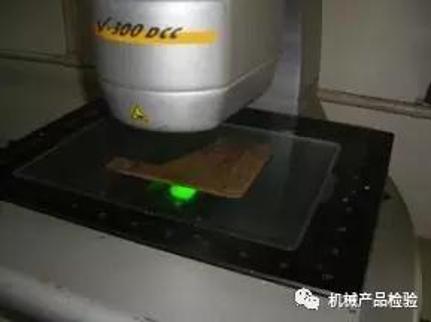
 图4
图4
通过影像测量仪在对圆弧进行初步测量后,利用圆弧自身的测量点,确定出空间理论圆心点的位置坐标,在测量圆弧上任一点与理论圆心点间距离来确定被测圆弧半径,实际检测后证明该方法切实有效,使该类样板检测准确率大大提高。
同理,三坐标测量机使用这种方法,也可以解决此类小圆弧大半径类的圆弧零件检测,以及这类球体半径的检测。
通过利用影像测量仪对以上四种圆弧测量方法的综合运用,有效解决了样板类零件的圆弧测量难题,为公司各类军、民品的生产提供了更好的服务。
二、圆柱度仪在形位尺寸检测中的应用
对于各类回转体类零件的形位尺寸检测通常采用的测量仪器为三坐标测量机或圆柱度仪进行直接或间接测量。但在测量精度要求较高的情况下往往会因为有些零件测量基准短,被测元素距离远而产生较大测量误差,(图像不方便列出。见谅)
该零件形位尺寸要求达到0.025㎜,在直接按图纸要求测量时,发现无论是用三坐标还是圆柱度仪都存在测量结果明显偏大,测量重复性差的现象,测量结果偏差达到0.05~0.10㎜。
用过分析后认为:三坐标测量机、圆柱度仪测控检点精度很高,但并不等于对具体的对象(如圆弧)所作的结论精度也很高。这是因为从点坐标到具体对象所需的结论参数有一个计算过程,测量结果是通过数学方法产生的。
为了评价测量点误差对被测结果的影响,这里采用“敏感系数”来量化的表示结论和初始参数之间的关系。由于该零件属于短基准、长距离测量,同轴度、垂直度等形位尺寸对采点的敏感系数很大,如图5所示:
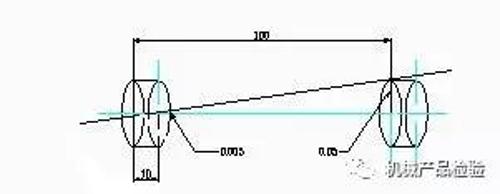 图5
图5
通过2~3个截面圆圆心确定的轴线,由于存在被测基准并非理想元素,存在形状误差,因此不可能客观地反映出该基准轴的真正位置,截面圆的采点所确定的轴线只要与实际轴线稍有偏移测量误差便会成倍放大,而实际中这种情况时不可能避免的。
因此在经过多次改变测量方法试验后,认为圆柱度仪主要用于测量回转体的形位尺寸,在测量圆度.圆柱度.同轴度.跳动.垂直.平面度等方面有其他检测设备不可替代的优势,确定使用圆柱度仪来进行形位尺寸的检测,通过转换测量基准,即在圆柱度仪上对零件调心调平后,使用圆柱度仪立柱主轴作为测量基准,分别求出各对应元素的形位尺寸及原基准对现基准(圆柱度仪立柱主轴)的同轴度, 通过这种改进的测量方法,各元素形位尺寸测量结果重复性达到0.01㎜,从而较真实反映出了该零件各部位间的位置关系,为零件的实际状态,提供了较为准确的数据依据。
另外在使用圆柱度仪对零件形位误差检测时可在电脑图像上清晰反映出的被测元素形状误差示意图,通过多个零件的复测,规律比较,借用生产工艺进行了工艺,工装及夹紧位置的分析,并对前一道工序的毛胚进行比对,即可把第一手资料报告给有关技术人员,为零件加工工艺编制提供了准确的依据。
三、细长圆柱母线直线度的测量
在对细长圆柱测量其母线直线度时,由于其外观细长,精度要求高(直线度达到0.01㎜),采用三坐标、圆柱度仪检测均有其局限性,而且测量过程繁琐,采用平台测量方法是需要测量人员要有较高的经验技术,而且不能得到确切数据。
因此我采用万工显测量其横纵座标值,如图6所示,通过作图得到该圆柱母线直线度,测量数据处理见图7,可采用最小区域法评定直线度误差。随后转过90°重复上次测量,取两次中的最大值作为直线度测量结果。
这种测量方法不仅完全符合直线度概念同时测量简便快捷。
 图6
图6
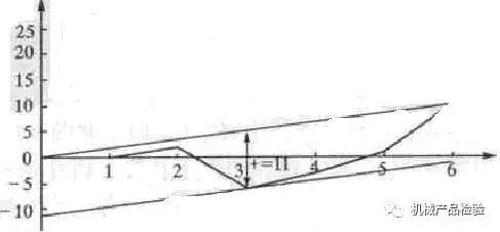 图7
图7
分享最新科技资讯,发布前沿学术动态!关注微信公众号: 木木西里(mumuxilinj)更多精彩内容、新闻资讯、干货资源等你来看!
设备仪器,上木木西里!
- 微软开始测试iPadOS对Word和PowerPoint的多窗口支持
- 董明珠再发声:越是这个时候越要呵护员工,首先就是不能裁员
- 海底捞发“寻人启示”:如果没有人接班,火锅能火多久?
- 谷歌遭遇灵魂拷问?任正非:还用别人的,再被断供怎么办
- 丰巢收费,顺丰的饮鸩止渴
- 苹果又遭起诉,赔了1800万美元私了!
- Home键将会被舍弃?网曝5GiPhone或引入超声波屏下指纹
- 依照小米的智能生态链模式,打造属于我的智能互联网之家
- iQOO Neo3上手评测:或许是最具性价比的5G旗舰手机
- “矿天下”已上线:让“家里有矿”变得更简单更真实
- 击败高通!华为海思逆袭登顶,任正非芯片雄心曝光,海思概念股名单来了
- 对于三星970 EVO Plus 有种感觉叫做用过就回不去了
- 扎克伯格下场怼人1场直播蒸发425亿,Facebook为何都在惧怕这个中国男人
- 花3W做了一个模板?分享网站定制与模板的区别
- Uber首席技术官离职,2013年加入公司
- 蒋凡黯然“下马”,拼多多投机倒把
- 哈啰的长期主义
- 云算链尹祥:VBOX云算链是全球首个VR数字化应用成功落地应用产品
- 深扒:为啥大疆举洪荒之力猛撕逗映?
- 赋企猫热评:抖音起诉“蹭名”公司索赔300万,“傍名牌”商标能走多远?
- 德国终止与华为5G合作,吴大使:那中国可否以德国汽车不安全禁售!
- 网红Zoom,被Facebook眼红剿杀,市值蒸发58亿
- 电信推出1000Mbps宽带套餐,全家共用,畅享5G
- 苹果新专利显示未来苹果汽车拥有可隐藏的车载显示屏
- 中企检测试剂有问题?印度要求退货,我大使馆:应按产品说明操作
- 薇娅“带货”特斯拉,近400万人围观,直播卖车是伪命题吗?
- 无需触碰的人脸识别测温门禁考勤终端可刷IC卡与二维码
- 第一次登顶!华为麒麟成中国市场手机处理器No.1
- 处罚已至 但蒋凡“渡劫”才刚刚开始
- 滴滴司机:一年纯收入不超过5万块,超过10万都是骗人的
- 小米坐稳印度智能手机王座,三星被vivo取代跌至第三。
- 李国庆称将招募85后、90后副总裁,希望赢得俞渝同意
- 为何5G iphone如此难产?5个月后上市的iphone12还要错峰发布
- 苹果或将新款iPhone量产时间推迟一个月
- 任正非:华为手机不用美国零部件是可以的 操作系统被认同很难
- 阿里P8码农称“因发帖质疑蒋凡事件”被离职,主管回应:绩效不达标 | 钛快讯
- 重罚!阿里除名最年轻合伙人蒋凡:降级罚薪,一夜回到M6
- 苏宁宣布启动五一大促,引爆线下零售
- 地方特产电商平台引领5G电商发展新模式
- 大内存手机横行,64GB内存手机还有市场吗?
- 昔日霸王最后的挣扎?HTC新机曝光,外媒点评:小米与一加结合体
- 汉伦:英国房产托管十年经验,负责海外房产托管公司提供什么服务
- 德国中止与华为5G合作,中国:是否也以不安全为由禁售德系汽车
- 抗疫十大企业家,马云、任正非、孙正义、李彦宏和库克,你支持谁?
- HR劝退员工:最好别轴,不然让你找不到工作,员工做法很解气
- 外媒:iPhone 12或启用屏下指纹功能
- 黑小马资讯:京东618前的雷霆五月,首先从户外关闭类目下手?
- 95后员工穿运动装去上班,被老板指责,隔天新员工纷纷辞职
- 不用单反,不用花钱!手机自拍证件照,还能带你出国游玩
- 华为想超越安卓和苹果需要多久?任正非:很难,但是时间不会很久
- iPhone 12将比iPhone 11还要便宜,你信吗?
- 蒋凡张大奕事件全回顾:一条微博就能毁掉一个阿里合伙人?
- 潘九堂总结小米手机:虽然性价比领先,但是最大短板却是它
- 三大运营商Q1净利润集体下滑,5G消息商用前景暗淡
- 英国一线急需防护用品:囚犯赶工做口罩 皇家造币厂做防护面罩
- Trustdata:2020 年第一季度 OPPO 手机出货量全国第一
- 阿里宣布蒋凡除名合伙人,与张大奕无利益输送
- 马云、许家印、王健林、刘强东接连宣布!又一“暴利”风口诞生!
- 中国最“不爱钱”的工厂,人民币到处可见,员工因数钱指纹都没了
- 华为P40到底有没有美国零部件?任正非:可以不用,但有难言之处